




Эффективная подвешенная система проволочной электродуговой сварки под флюсом
Эффективная подвесная система электродуговой сварки обеспечивает высокоскоростную и стабильную сварку методом электрического шлака для толстых стальных плит. Это передовое оборудование для электрической шлаковой сварки гарантирует превосходное качество сварных швов, энергоэффективность и простоту в эксплуатации.
1. Высокая эффективность : Однопроходная электрическая шлаковая сварка до 100 мм.
2. Стабильную энергию : Инвертор IGBT обеспечивает стабильные сварные швы.
3. Экономия затрат : В качестве наполнителя используется только сварочная проволока.
4. Легкое управление : Автоматическая система подъёма горелки.
5.Безопасно и надежно : Сигнализация перегрузки и охлаждения.
6. Широкое применение : Идеальная система электрической шлаковой сварки для коробчатых балок и колонн.
- Обзор
- Рекомендуемые товары
Место происхождения: |
Китай |
Название бренда: |
IKING |
Сертификация: |
CQC |
Минимальное количество заказа: |
1 единица |
Подробности упаковки: |
Фанерный деревянный ящик |
Время доставки: |
3-5 дней |
Условия оплаты: |
40%TT вперед, 60% остаток должен быть оплачен до отгрузки |
Способность поставки: |
5 единиц/день |
Описание:
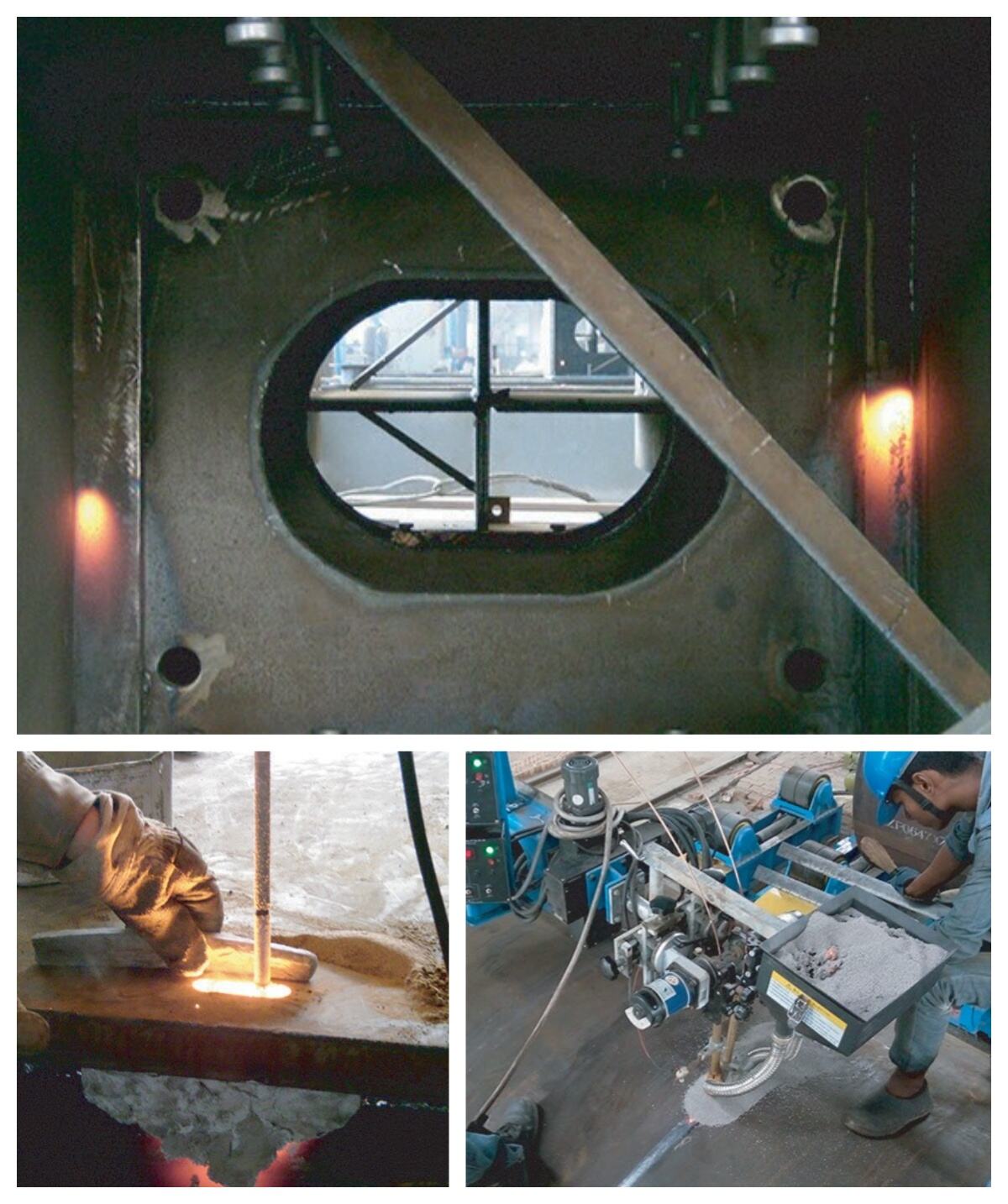
Сварочный аппарат для электрослаботронной сварки проволокой представляет собой оборудование для электрослаботронной сварки, использующее сварочную проволоку в качестве электрода. Проволока подается в слаботронный бассейн через нерасходуемый сварочный пистолет и проводящую соплово-контактную трубку. Основное применение - это высокоэффективная сварка вертикальных швов в стальных конструкциях, особенно подходящая для сварки коробчатых стоек и переборок коробчатых балок. Можно сваривать очень толстые заготовки за один раз, высокая скорость сварки, плавный процесс сварки и малая вероятность образования брызг, с высокой скоростью плавления.
Эффективность, высокая производительность, стабильность и простота управления
Спецификации:
1. Источник питания для электрической дуговой сварки под флюсом H7 Характеристики (IGBT)
Имя |
Единица |
ZH7-1000 |
Вес |
Кг |
95 |
Эффективность полного нагрузки |
% |
89% |
Напряжение холостого хода |
В |
120 |
Номинальное напряжение сварки |
В |
60 |
НАМИРОВАННЫЙ ВВОДНЫЙ ПРЕДВОД |
A |
128 |
Коэффициент мощности при полной нагрузке |
- |
0.88 |
Номинальный сварочный ток |
A |
1000 |
Диапазон выходного напряжения |
В |
22-60 |
Диапазон выходного тока |
A |
90-1000 |
Номинальная входная мощность источника питания |
KVA |
? |
Номинальный цикл нагрузки |
% |
100 |
Площадь поперечного сечения сварочного кабеля |
мм² |
140 или 70×2 |
Площадь поперечного сечения входного провода трехфазного тока |
мм |
16 |
Емкость воздушного выключателя пользователя |
A/В |
250/380 |
Напряжение и частота входной сети |
В/Гц |
AV3X380/50 |
Габаритные размеры (Д×Ш×В) |
мм |
823×371×840 |
2. Подача проволоки
Имя |
Параметр |
Напряжение двигателя подачи проволоки |
24Вдc |
Подходящая катушка для провода |
φ300×Φ50×103 |
Диапазон подачи проволоки |
1.5–15 м/мин |
Емкость бobbины с проволокой |
20КГ |
Диаметр применяемой проволоки |
1.6мм |
Номинальная тяговая сила |
15кг |
Громкость |
9КГ |
Габаритные размеры (Д×Ш×В) |
460×200×280 мм |
3. Длины горелки для электрической дуговой сварки под флюсом
Модель |
Длина электросварочной горелки |
Применяемая длина сварочного шва |
ЗHS (L) |
1000мм |
720мм |
ZSN-10 |
1200 мм |
920mm |
ZSN-12 |
1400mm |
1120mm |
ZSN-16 |
1600мм |
1320мм |
ZSN-18 |
1800мм |
1520 мм |
ZSN-20 |
2000мм |
1720мм |
Функции системы
1. Использование только сварочной проволоки в качестве присадочного материала снижает стоимость сварки .
2. Применение тонкой сварочной проволоки и высокой плотности тока обеспечивает скорость наплавки до 140 г/мин , при этом шов формируется за один проход, что обеспечивает высокую эффективность сварки.
3. Использование осциллятора позволяет выполнять однопроволочной сварку плит толщиной до 100 мм (по сравнению с другими производителями, которые поддерживают диапазон толщины плит 16–65 мм).
4. Простота в эксплуатации: Электрошлаковая сварка горелка автоматически поднимается в соответствии с предустановленным током, что позволяет одному оператору одновременно управлять двумя или более машинами. 5. Чрезвычайно низкие затраты на техническое обслуживание и ремонт оборудования. Система использует недорогие и высоконадежные компоненты, широко доступные на рынке, что минимизирует расходы конечного пользователя.
6. Специально разработанная система обнаружения и контроля сварочного тока работает независимо от стрелки амперметра (в отличие от измерителя Watanabe, применяемого другими производителями сварочного оборудования, который зависит от стрелки амперметра), что обеспечивает устойчивость к вибрации , высокая точность , и высокая надежность .
7. Функции включают медленную подачу проволоки при зажигании дуги и гашении дуги с обрезкой шарика (FTT), что обеспечивает более надежное зажигание дуги и устраняет необходимость обрезать шарик на конце проволоки после сварки.
8. В функции входят защита от перегрузки двигателя и короткого замыкания, предотвращающая повреждение компонентов при остановке двигателя и коротких замыканиях.
9. Характеристики включают регулировку положения по трем осям (ZHS) или по двум осям (ZHS(L)), горизонтальное вращение, регулировку наклона в поперечном направлении и выравнивание проволоки, что позволяет удобно регулировать положение и угол электрической сварочной головки для совмещения конца проволоки с сварная пушка осью.
10. В функции входит интерфейс блокировки перемещения тележки для подключения к системе управления тележкой, предотвращающий её движение во время сварки из-за ошибочных действий оператора.
11. В функции входит аварийная сигнализация при неисправности системы охлаждения. Если бак циркуляционной охлаждающей воды не включен, или поток охлаждающей воды значительно уменьшен, прерван или заблокирован, пользователю подается звуковой и световой сигнал тревоги, а процесс сварки автоматически останавливается для предотвращения повреждения сварочной головки и водяное охлаждение кабеля от перегрева.

Характеристики источника питания для электрошлаковой сварки
Сварочный инвертор ZH7 представляет собой высокоэффективный и энергосберегающий источник постоянного тока с технологией IGBT-инвертора, который может сваривать углеродистую конструкционную сталь, низколегированную конструкционную сталь, жаропрочную сталь и их композитные стали.
1、Малый объем и легкий вес .
2. Широкий диапазон регулировки тока.
3. Использование технологии IGBT-инвертора гарантирует высокую стабильность параметров сварки при изменении сетевого напряжения и нагрузки.
4、С функция защиты , когда температура слишком высокая или напряжение сети слишком низкое, срабатывает защита, одновременно загорается индикатор защиты. Имеется функция аварийной сигнализации при аномальной работе выпрямителя.
5. Автоматически прекращает выход, если дуга не установлена в течение 1 минуты после запуска.
6. Высокая эффективность и коэффициент мощности, что обеспечивает значительный эффект экономии энергии и высокую степень использования сети.

Характеристики и параметры проволочного выправляющего устройства
Проволочное выправляющее устройство состоит из крестового выправляющего устройства и электрической сварочной горелки для электрошлаковой сварки.
Специальная сварочная горелка для электрошлаковой сварки ZHS
| Система охлаждения | Водой |
| Номинальный ток | 500А |
| Цикл работы | 100% |
| Внешний диаметр сварочной горелки для электрошлаковой сварки | ø12 мм |
Крестовое выправляющее устройство
| Крестовое выправляющее устройство | Трехточечный ролик, двухступенчатый |
| Диаметр применяемой проволоки | Средний 1,6 мм |
Характеристики и параметры контроллера
Контроллер содержит переключатели, ручки и приборы, необходимые для работы сварочного аппарата.
Инструменты:
| Амперметр | уровень 2,5, 600 А, полная шкала |
| Вольтметр для сварки | уровень 2,5, 100 В, полная шкала |
| Вольтметр подачи проволоки | уровень 2,5, 30 В, полная шкала |
Характеристики и параметры привода подъёма сварочной головки для электрошлаковой сварки
| Приводная система | Фрикционный привод с резиновым колесом |
| Скорость подъема | 0-130 мм/мин |
| Двигатель привода | Редукторный двигатель постоянного тока |
| Регулировка угла положения электродуговой сварочной горелки | ±3 градуса в поперечном направлении (оси X и Y) |
Характеристики и параметры осциллятора
| Траектория колебаний | Возвратно-поступательное движение |
| Амплитуда колебаний | 0-100 мм |
| Скорость колебаний | 0-1600 мм/мин |
| Частота колебаний при максимальной амплитуде | 0-8 раз/мин |
| Время остановки колебаний | 0 или 1-12 с (регулируется для левой и правой сторон) |
| Вес | 9.4КГ |
Области применения:
1. Толщина стали: 16-100 мм
2. Вид стали: низкоуглеродистая сталь, низколегированная сталь, среднелегированная сталь, жаростойкая сталь и др.
3. Длина сварочного шва: Максимум 1680 мм (зависит от длины электрослаботронного горелки)
4. Конструкция сварочного шва: Т-образная сварка и стыковая сварка.






