16
Apr
16
Apr
16
May
19
Jun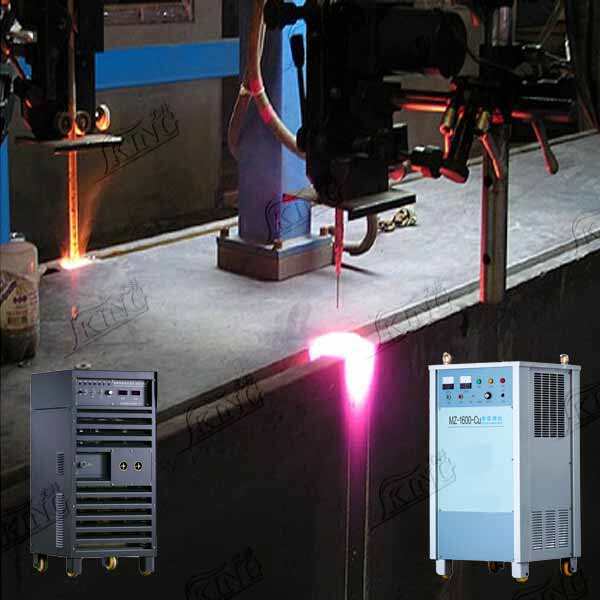



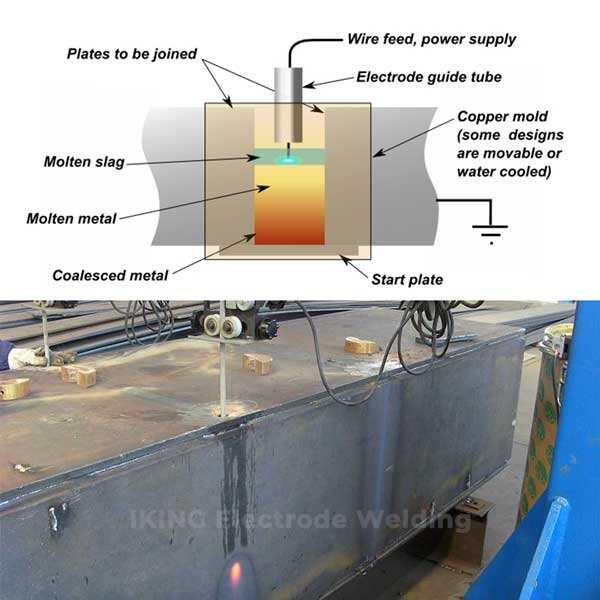
1991년 이래, 중국 IKING 인더스트리얼 그룹은 선진 용접 기술의 최전선에 서 왔습니다. 글로벌 네트워크와 30년 이상의 경험을 바탕으로 우리는 잠수アー크 용접, 전기슬래그 용접, 및 스터드 용접 분야에서 혁신적인 솔루션을 제공합니다. 우리의 고성능 머신들은 이미 100여 개국 이상과 풍력 에너지, 조선업, 철도 운송, 중장비 등 주요 산업에 적용되어 왔습니다.
저작권 © 2025 중국 IKING Industrial Group Co., Ltd. 모든 권리 보유 개인정보 보호정책



